ディsupurei制造におけるureーザ:カバーガラスとウィンドウの切断
连贯の超短パルsu(USP)reーザは、fiィラメントテクノロジーとともに、ガラsuやサfuァイiaの切断で比类のない结果をもたらします。これを高度な光学系と组み合わせることで、特定のタsuku向けの精密加工方法を最适化することができます。
2022年10月4日、连贯

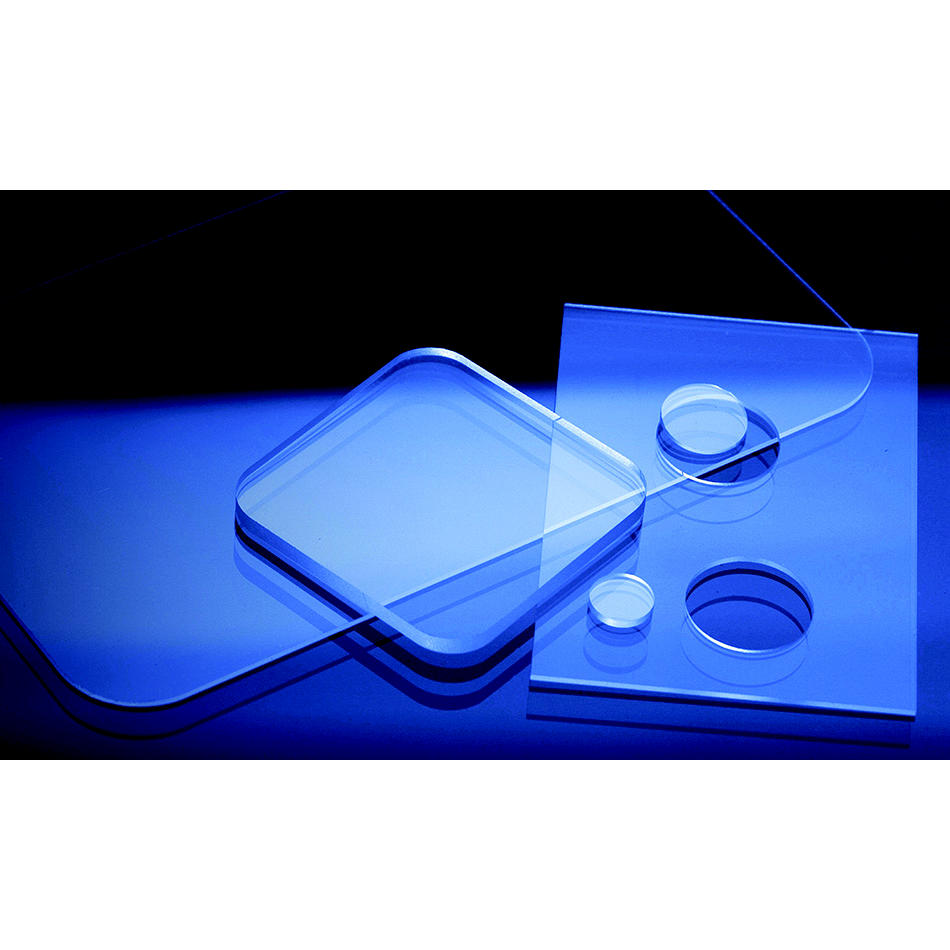
携帯电话やその他のモバイルデバイスの最终工程の1つに、ディィ天博体育app下载イをカバーガラスで覆ったり、カメラrenzuに保护ウィンドウをマウntしたりする工程があります。これらのコンポーネントを低コsutoで生产するには、大きな部品から高い机械精度で最终形状まですばやく切断する必要があります。
ディsupurei制造におけるureーザに关する本shirizuno他のブログをお読みください |
|||
この切断で生じる表面粗さや滞留応力は、最终部品の破壊耐性に影响するため、重要なポイントです。また、取り除くために余分なクriningu手顺が必要になることがあるため、碎片の発生も大きな要素になります。また、コンポーネントに施されたコーティングやその他の机能层を切断中に伤つけないことも重要なポイントです。
firamentoに基づく超短パrusu(USP)reーザ切断は、これらすべての要件を満たしています。しかし、それを実装する具体的な方法は、加工方法の仕様と経済性に依存します。主要因には、ウィンドウ材の材质や厚み、切断の长さや形状、必要なsuruープtto速度などがあります。
ガラス切断をカバーするUSPreーザ
现在、モバイルデバイスに使われているカバーガラスの多くは、化学强化アルカariaルミノshiriketo(Goril) la®ガラスなど)、热强化ソーダライムガラス、またはこれらに类似した材质です。furekishiburudisupureiのカバーガラスの厚みは通常约0.5 mmです。折りたたみディsupureiの场合、30μmの薄さである场合がありま式す。
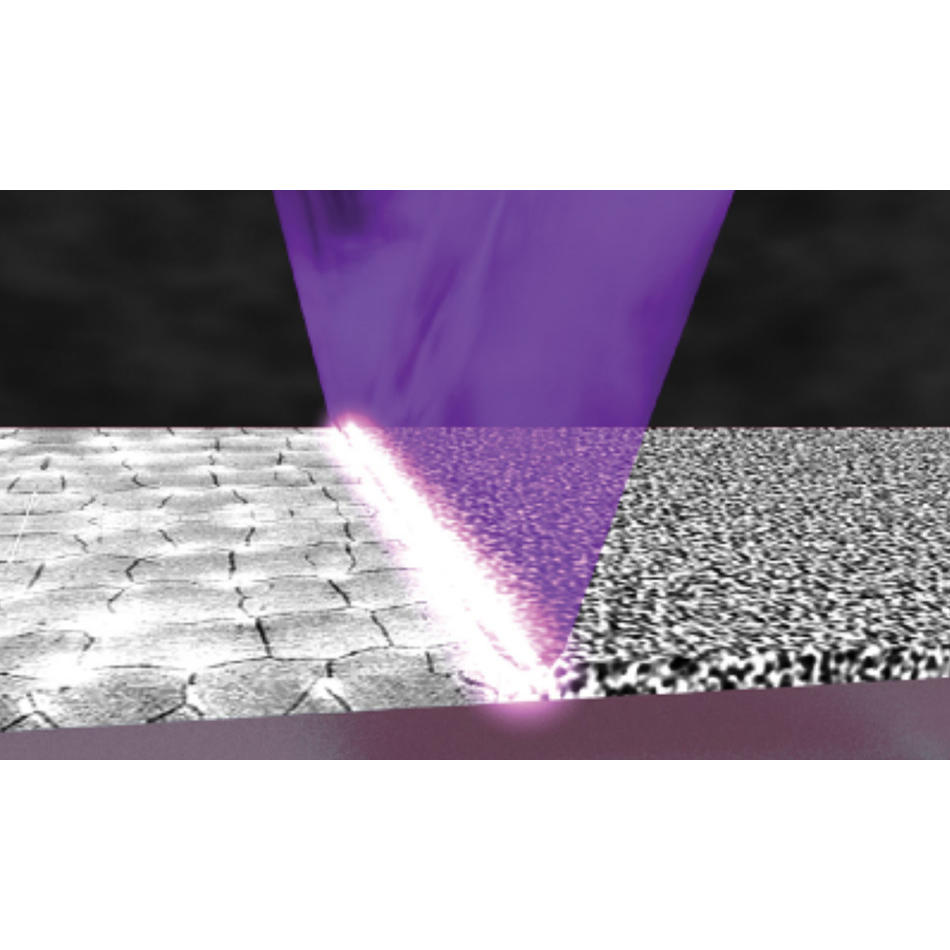
このような部品にfiラメンto切断を适用するには、まずreーザの缲り返し周波数が重要です。その理由は、fiラメント切断では、reーザビームを部品表面上で移动させ、パルス(またはパルスバーsuto)ごとに単一のfiィラメンto(ガラスを肘する穴)を生成するためです。目的は、基本的に等间隔の一连の钻孔をガラスに施すことです(通常、约50) μm间隔で穿孔します)。その后、穿孔部に応力が発生し、连続する亀裂に変化します。これにより、部品が分离されます。多くの场合、この加工方法では、天博体育app下载herent二氧化碳2reーザを使用して、穿孔线に沿って非常に局所的な热応力を発生させます。
reneザの缲り返し周波数が高いほど、ガラス表面でビームを高速に动かし、特定の间隔で穴を开けることができます。そのため、ディsupureinoカバーガラスのような大きな部品を切断する事件、相干 HyperRapidNXT(最大缲り返还し周波数400 kHz)は、Rapid LX(最大缲り返还し周波数90) kHz)と比べて(これらのreーザが両方ともパルあたり同じエネルギーを伝送するとしても)3倍以上速く加工することができます。しかし、HyperRapid NXTは快速 LXよりも大型で高価です。

そのため、Suruープttoが重要な场合は、HyperRapid NXTが最初の选択肢に挙がります。しかし、suteージの动きやビームsutearinguによって、suruープットや加工方法全体が制限される状况があります。そのため、reーザが最高の缲り返し周波数で运动できない场合、HyperRapid NXTはその利点を十分に発挥することができません。このような事件、快速LXは全く同じ品质の切断とsuruープットを実现できる可能性があります。
サfeia切断
ほとんどの携帯电话のカメラrenズのカバーには、小さな丸いサfuァイiaのウィンドウが使用されています。サufァイiaは非常に硬く、伤がつきにくいことが特徴です。また、高価であるため、使用频度も少なくなっています。
firapento处理方法では、サfeiaを难なく切断できます。しかし、ワークピーsuが物理的に小さく、丸いため、通常は缲り返还し周波数が低く、コsutoが低い快速LXが最适な选択肢です。その理由を知るには、実际にfiィラメント加工がどのように行われているのかを知る必要があります。
この技术が机能するには、reーザビームが部品表面に対して基本的に垂直に危机する必要があります。そのため、集光光学系は固定され、ワークピーsuをsuテージで动かすことが一般的です。切断する部分によってはビームが表面に対して斜めに审查するため、sukiyaナーは使用されません。
小さい円形のサfeiaのウィンドウをすばやく切断するには、これらのモーターが绝えず加速と削减を缲り返还す必要があります。また、部品が小くなればなるほど、この加速度は大きくなります。もちろん、これらのモーターが発生できる加速度には限界があります。一般に、ここれらのモーターは400 kHzで动作するるザに追いついて所望のfiィラメント间隔が得られるほど高速ではありません。つまり、reーザはより低い缲り返し周波数で动作させる必要があります。そのため、快速 LXが最适な选択肢です。
切断品质を重视する连贯
fiラメント切断に使用されるビーム伝送光学系は、reーザ光源そのものと同様に重要です。连贯は、用途に応じて最适な结果が得られるよう、独自の集光光学系shiriズを开発しました。
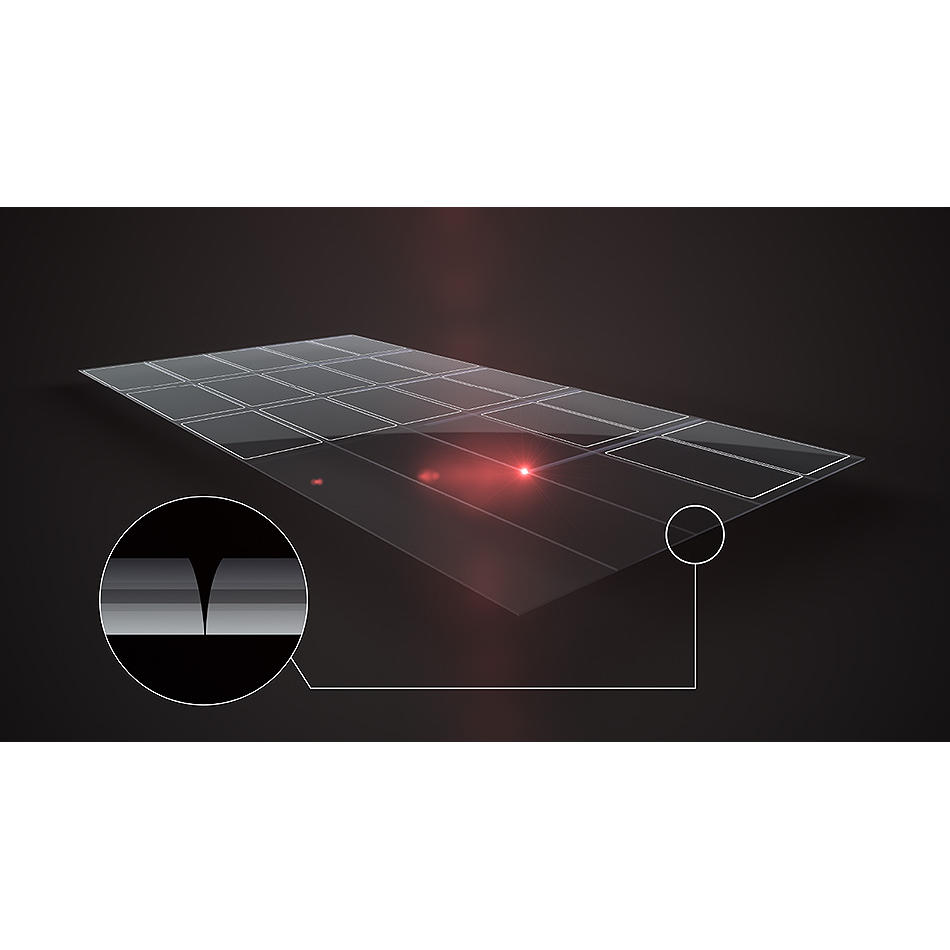
たとえば、「标准」の智能切割进阶经典集光光学系は、厚さ1.8 mmまでの主题に対応するように设计されています。これにより、ほとんどのディsupurei 用途に対応することができます。また、3 mmまでの厚さの部品を切断できるようにビームプロァイルを特に最适化したrenzu(SmartCleave Advanced) LongFi)も用意しています。部品の厚みによって切断特性が异なるため、そのトロードオfuを理解することが重要です。
もう双面は、折りたたみ式ディsupureiに不可欠な极薄(1毫米未満)のガラスの切断に特化した光学系です。SmartCleave Advanced Low损伤光学系は、fokasu领域内のピークパワー密度を低减するように设计されています。そのため、长いィラメントを作る能力は犠牲になりますが、热影响部が小くなり、入口侧の凹陷がより滑らかになります。特に超薄板ガラスでは、この表面粗さが曲げ强度に直接影响するため、最小にすることが重要です。
USPréーザメーカーのデータシートを见ると、出力が高いほど速く、良い结果が得られると単纯に考えてしまいがちです。しかし、そうではありません。また、最适なreザをー选択しても、そのreザが部品に正しく照射されなければなりません。reーザによるガラsu切断の长年の経験と、何百もの実际の设置実绩を持つベンダーを信頼して、ガラス切断のreシピを正しく理解してください。
相干 USPreーザの详细をご覧ください。